
焊縫(英文名:weld)是焊件經(jīng)焊接后所形成的結(jié)合部分。
1.平焊縫
2.角焊縫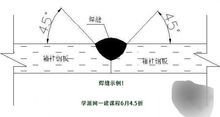
3.船形焊縫
4.單面焊縫
5.單面焊雙面成形焊縫
按焊縫本身截面形式不同,焊縫分為對接焊縫和角焊縫。
對接焊縫:
按焊縫金屬充滿母材的程度分為焊透的對接焊縫和未焊透的對接焊縫。未焊透的對接焊縫受力很小,而且有嚴(yán)重的應(yīng)力集中。焊透的對接焊縫簡稱對接焊縫。
為了便于施工,保證施工質(zhì)量,保證對接焊縫充滿母材縫隙,根據(jù)鋼板厚度采取不同的坡口形式.當(dāng)間隙過大(3~6mm)時(shí),可在V形縫及單邊V形縫、I形縫下面設(shè)一塊墊板(引弧板),防止熔化的金屬流淌,并使根部焊透。為保證焊接質(zhì)量,防止焊縫兩端凹槽,減少應(yīng)力集中對動(dòng)荷載的影響,焊縫成型后,除非不影響其使用,兩端可留在焊件上,否則焊接完成后應(yīng)切去。
角焊縫:
連接板件板邊不必精加工,板件無縫隙,焊縫金屬直接填充在兩焊件形成的直角或斜角的區(qū)域內(nèi)。
直角焊縫中直角邊的尺寸稱為焊腳尺寸,其中較小邊的尺寸用hf表示。
為保證焊縫質(zhì)量,宜選擇合適的焊角尺寸。如果焊腳尺寸過小,則焊不牢,特別是焊件過厚,易產(chǎn)生裂紋;如果焊腳尺寸過大,特別是焊件過薄時(shí),易穿透,另外當(dāng)貼邊焊時(shí),易產(chǎn)生咬邊現(xiàn)象。
1、一級焊縫要求對'每條焊縫長度的100%'進(jìn)行超聲波探傷;
2、二級焊縫要求對'每條焊縫長度的20%'進(jìn)行抽檢,且不小于200mm進(jìn)行超聲波探傷。
3、一級、二級焊縫均為全焊透的焊縫,并不允許存在如表面氣孔、夾渣、 弧坑裂紋、電弧檫傷等缺陷;
4、一級、二級焊縫的抗拉壓、抗彎、抗剪強(qiáng)度均與母材相同
檢測等級
板厚(mm) A B C
評定等級 8→50 8→300 8→300
Ⅰ 2/3*δ;最小12。 1/3*δ;最小10,
30。 1/3*δ;最小10,
20。
Ⅱ 3/4*δ;最小12。 2/3*δ;最小12,
50。 1/2*δ;最小10,
30。
Ⅲ <δ;最小20。 3/4*δ;最小16,
75。 2/3*δ;最小12,
50。
Ⅳ 超過Ⅲ級者
注:①δ為坡口加工側(cè)母材板厚,母材板厚不同時(shí),以較薄側(cè)板厚為準(zhǔn)。
②管座角焊縫δ為焊縫截面中心線高度。
表示對接焊縫幾何形狀的參數(shù)有焊縫寬度、余高、熔深,
(1)焊縫寬度指焊縫表面與母材的交界處稱為焊趾。而單道焊縫橫截面中,兩焊趾之間的距離稱為焊縫寬度。
(2)余高指超出焊縫表面焊趾連線上面的那部分焊縫金屬的高度稱為余高。焊縫的余高使焊縫的橫截面增加,承載能力提高,并且能增加射線攝片的靈敏度,但卻使焊趾處會產(chǎn)生應(yīng)力集中。通常要求余高不能低于母材,其高度隨母材厚度增加而加大,但不得超過3mm。
(3)熔深在焊接接頭橫截面上,母材熔化的深度稱為熔深。一定的熔深值保證了焊縫和母材的結(jié)合強(qiáng)度。當(dāng)填充金屬材料(焊條或焊絲)一定時(shí),熔深的大小決定了焊縫的化學(xué)成分。不同的焊接方法要求不同的熔深值,例如堆焊時(shí),為了保持堆焊層的硬度,減少母材對焊縫的稀釋作用,在保證熔透的前提下,應(yīng)要求較小的熔深。
熔焊時(shí),在單道焊縫橫截面上焊縫寬度(c)與焊縫計(jì)算厚度(s)的比值稱為焊縫成形系數(shù),即
焊縫成形系數(shù)=c/s
焊縫成形系數(shù)小時(shí)形成窄而深的焊縫,在焊縫中心由于區(qū)域偏析會聚集較多的雜質(zhì),抗熱裂紋性能差,所以形成系數(shù)值不能太小,如自動(dòng)埋弧焊時(shí)焊縫的成形系數(shù)要大于1.3,即焊縫的寬度至少為焊縫計(jì)算厚度的1.3倍。
焊接時(shí),為保證焊接質(zhì)量而選定的諸物理量(例如,焊接電流、電弧電壓、焊接速度、線能量等)的總稱為焊接工藝參數(shù)。工藝參數(shù)對焊縫形狀的影響如下:
(1)焊接電流當(dāng)其它條件不變時(shí),增加焊接電流,焊縫厚度和余高都增加,而焊縫寬度則幾乎保持不變(或略有增加)。(2)電弧電壓當(dāng)其它條件不變時(shí),電弧電壓增大,焊縫寬度顯著增加,而焊縫厚度和余高略有減少
(3)焊接速度當(dāng)其它條件不變時(shí),焊接速度增加,焊縫寬度、焊縫厚度和余高都減少。
焊接電流、電弧電壓和焊接速度是焊接時(shí)的三大焊接工藝參數(shù),選用時(shí),應(yīng)當(dāng)考慮到這三者之間的相互適當(dāng)配合,才能得到形狀良好,符合要求的焊縫。
電話:1316-2861726
傳 真:021-34721059
手 機(jī):13162861726
郵 箱:sales001@hamada.net.cn
地 址:上海市嘉定區(qū)愛特路877號歆翱國際商務(wù)園D幢510室


